手機:13851001095(陳女士)
手機:13951556808(王總)
電話:0515-83753416
傳真:0515-83756166
網址:www.soled.cn
稅號:91320982772489635F
地址:江蘇省鹽城市大豐區西團鎮大龍老工業園
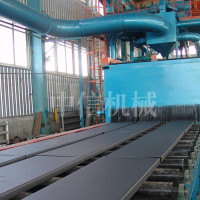
隨著國內表面清洗要求的進一步提高,拋丸機的應用越來越廣泛。拋丸清理機在使用過程中有哪些錯誤?
1、如果沒有及時添加鋼丸,拋丸機依靠拋丸機將鋼丸高速拋射到工件表面進行清洗。鋼丸是一種消耗品。隨著拋丸機工作的逐步減少,分離循環無法完成,影響拋丸質量。
2、拋丸機的啟動順序錯誤,拋丸機的啟動操作未按照說明書進行。打開拋丸機后,沒有提供丸閘,導致拋丸機空轉,沒有丸料進入。
3、關機順序錯誤,提前關閉拋丸器,導致丸子連續進入拋丸器,下次啟動時容易燒毀電機。
4、拋丸機輸送輥道速度過快或過慢,輥道輸送速度可調,用戶在使用過程中未按說明書速度調整,過快或過慢會影響拋丸質量。
5、先啟動通風吸塵電機,檢查運行情況,確認正常后再啟動拋丸機。拋丸機啟動前,不得打開供鐵丸的控制閥。
6、定期檢查鋼材清洗質量,必要時可調整彈丸拋射角度和輥道輸送速度。
7、隨時觀察鋼材是否有跑偏,打滑要及時排除。
8、注意拋丸機運行中的振動和聲音是否正常,軸承和電機的溫升。如果通過拋丸清洗機出現異常,應停止檢查,消除故障或更換葉片。

9、通過式拋丸機工作結束時,應先關閉丸管,停止進風;關閉拋丸器電機,Z后停止通風。
10、出現異常現象,立即停機,檢查其原因并及時排除。
11、潮濕鋼板嚴禁進入拋丸室進行拋丸處理。
12、未經學習本機操作及使用說明人員一律不允許操作本機。
13、當拋丸葉輪未停止旋轉時,不允許打開端蓋,打開端蓋對應斷電所有電門按鈕。
14、每個工作班結束后,應清洗機器,檢查易損件的使用情況,發現嚴重損壞時應更換。
15、各種鑄件在清洗前應落砂,否則滾筒內積砂過多會影響分離效果,速零件磨損。
16、每年拆卸一次機器檢查,拆卸并清洗所有零件,如有損壞,應更換一次。
17、更換分配輪程序:先卸下分離器與導入管連接的兩個螺釘,然后用木錘輕輕打開導入管,松動后取下,再用套筒扳手取下固定螺母(左螺旋)取下分配輪。
18、更換定向套程序:先取下分配輪,然后取下固定壓塊的螺釘,用手取出。如果砂末彈丸堵塞,不容易直接取出,可以一起取出定向套壓圈。在安裝定向套時,應注意寬刻度與指線的正確位置,否則影響拋射方向。
服務熱線
139-5155-6808